Danfoss PAHT Pump Cuts Electrostatic Discharges and Energy Costs at Illinois Electronics Plant
High-precision industrial humidification systems help you control moisture levels across your facility, whether you ...
Existing Customers Call 626-359-4550 Or Visit Customer Care
High-precision industrial humidification systems help you control moisture levels across your facility, whether you are in electronics manufacturing or the textile industry. We build systems designed to reduce electrostatic discharge, minimize product defects, and keep your processes running smoothly.
Producing electronic assemblies and printed electronics requires a controlled, humidified environment. Proper humidification helps reduce electrostatic discharge and lowers rejects caused by de-soldering. MeeFog’s commercial humidification systems give you precise control over humidity, supporting better processes, product quality, and profitability.
Benefits:

Press rooms perform better with the right humidity. MeeFog industrial humidification systems help you maintain consistent paper moisture, improve ink transfer, and reduce waste across all printing types, including labeling, containers, and screen printing.
Benefits:

The moisture content of wood is directly related to the humidity and temperature of the air. Our commercial humidification systems help you reduce warping, cracking, shrinkage, and improper curing of glues and paints by not allowing wood to dry out. Proper humidity control can solve issues with fluctuations in moisture, which may cause costly defects.
Benefits:

Our industrial humidification systems come with fogging nozzle lines suspended from the ceiling throughout the plant for manufacturing processes requiring tight humidity control. Having a centralized high-pressure system that is simple and easy to maintain reduces maintenance costs and increases reliability.
Features:

The control of humidity plays a very important role in the manufacturing process of fabric and knitting. Our commercial humidification systems help introduce and maintain optimum moisture levels in your textiles to increase the tensile strength of natural fibers and reduce waste. They provide an ideal environment for your facility by introducing controlled amounts of humidity into the air to obtain optimum fiber conditions.
Benefits:
Click the different areas of the diagram below to learn more information about our system.
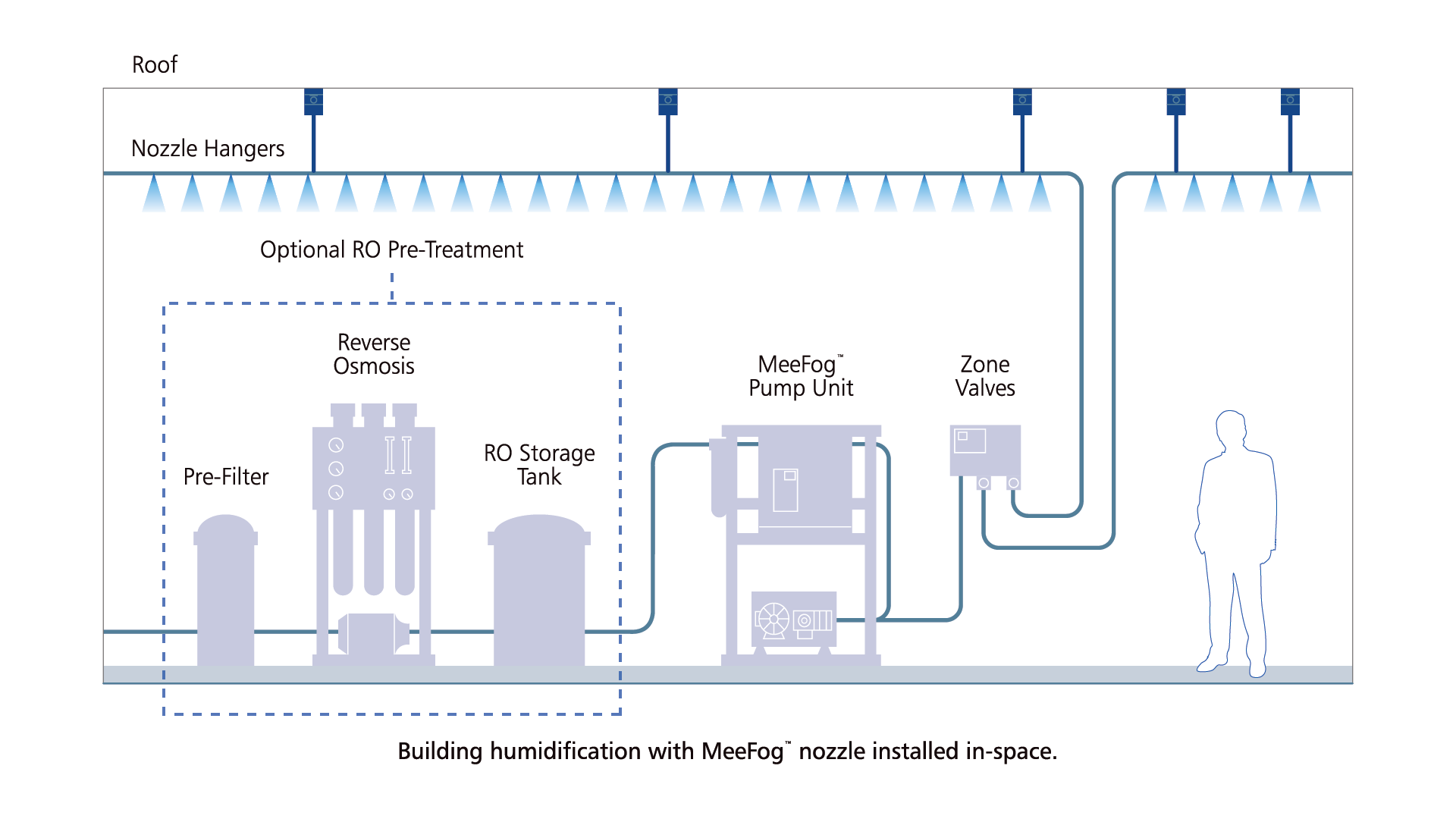
Basic water treatment, namely, a water softener is required for mineral removal. Based on dust-free requirements for the space additional components including reverse osmosis with automated membrane flushing and pre-treatment filtration can be added.

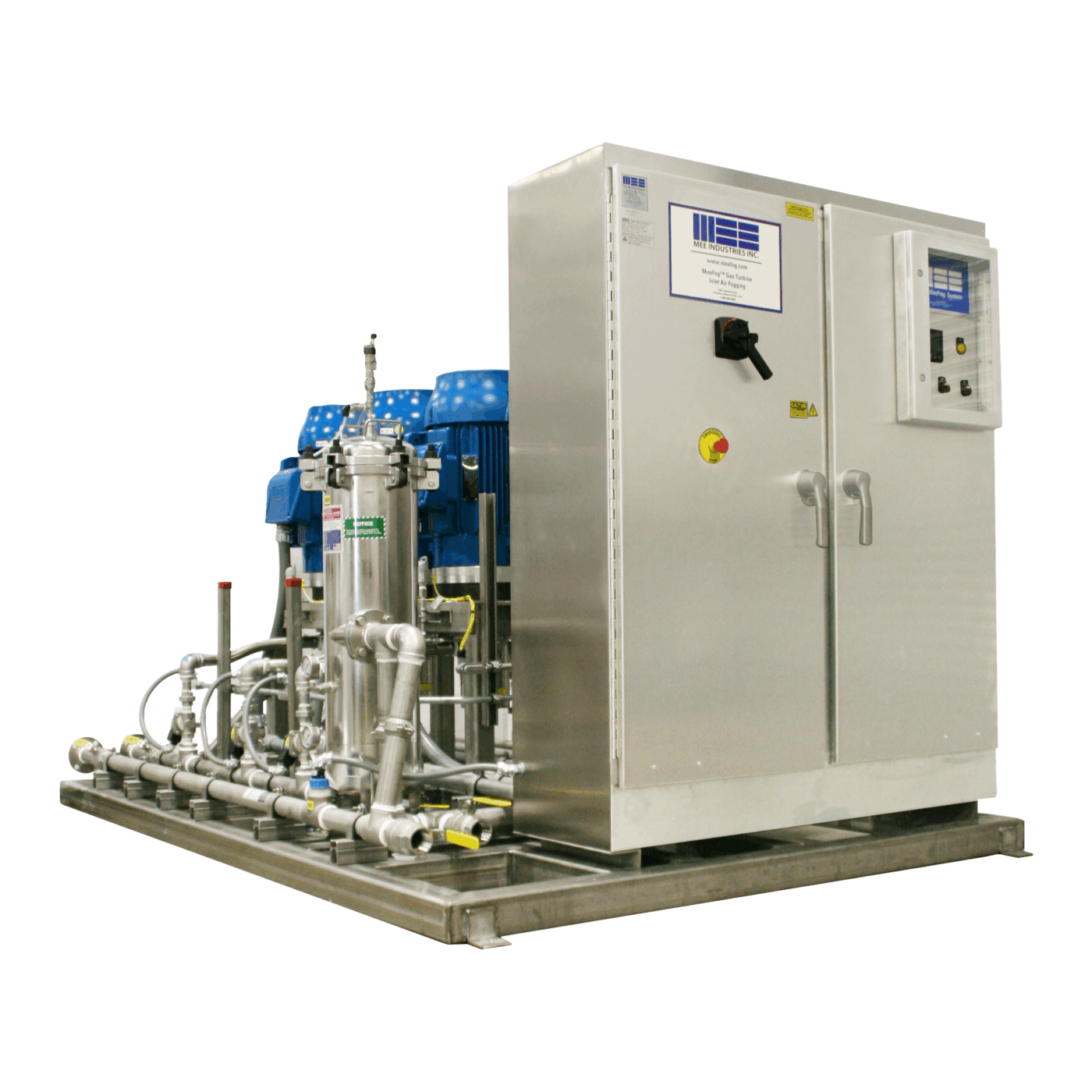
The high-pressure pump maintains 1000 psi water pressure in order to atomize the water into tiny droplets that can evaporate overhead. The pump rack has a VFD with panel-mounted controller that maintains pressure when zone valves open and close.

The MeeFog Zone Valve Panel provides control for up to five fogging zones. It can use an on-board humidity sensor or signal from other controllers to actuate ball valves that are slow acting to eliminate water hammer.

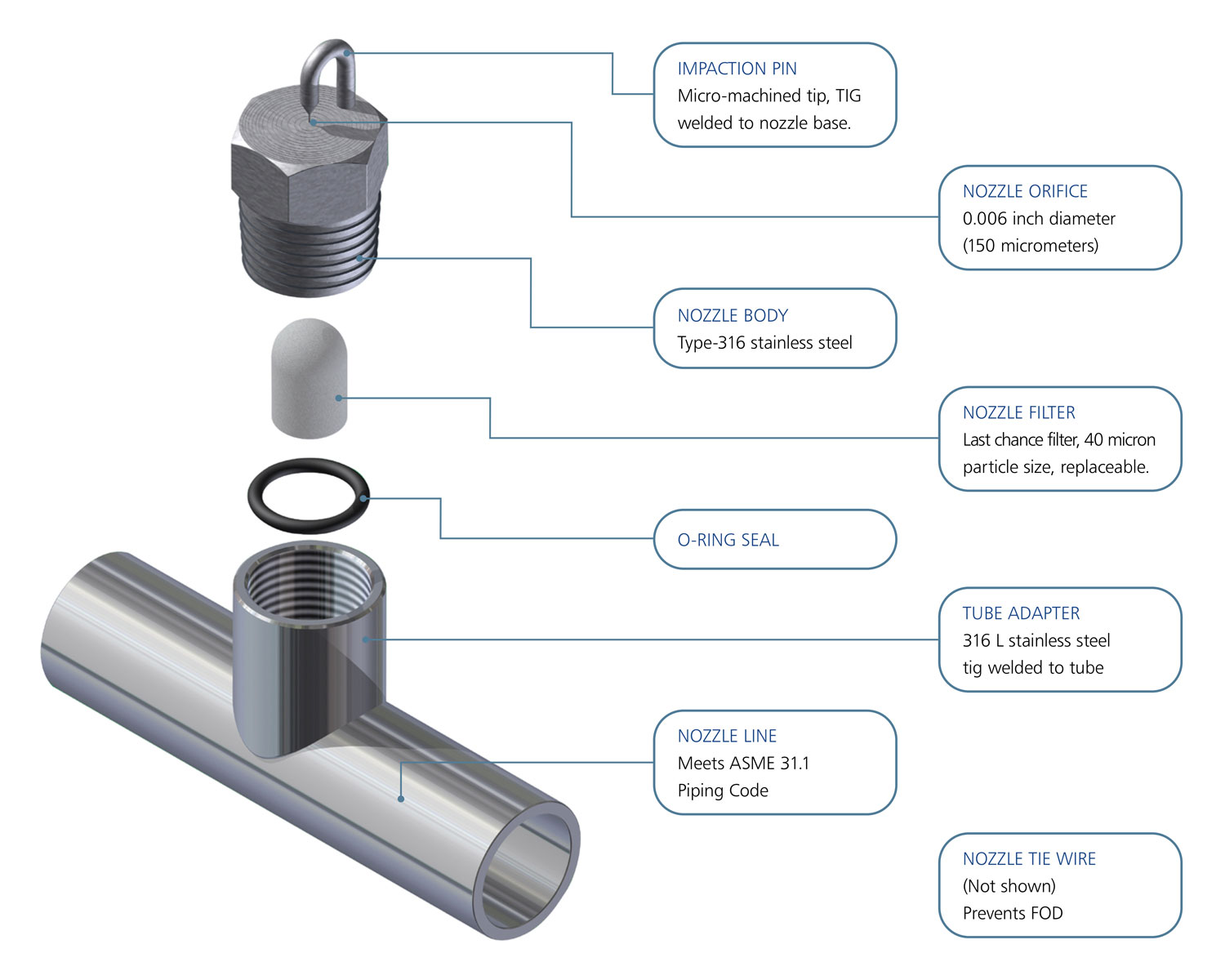
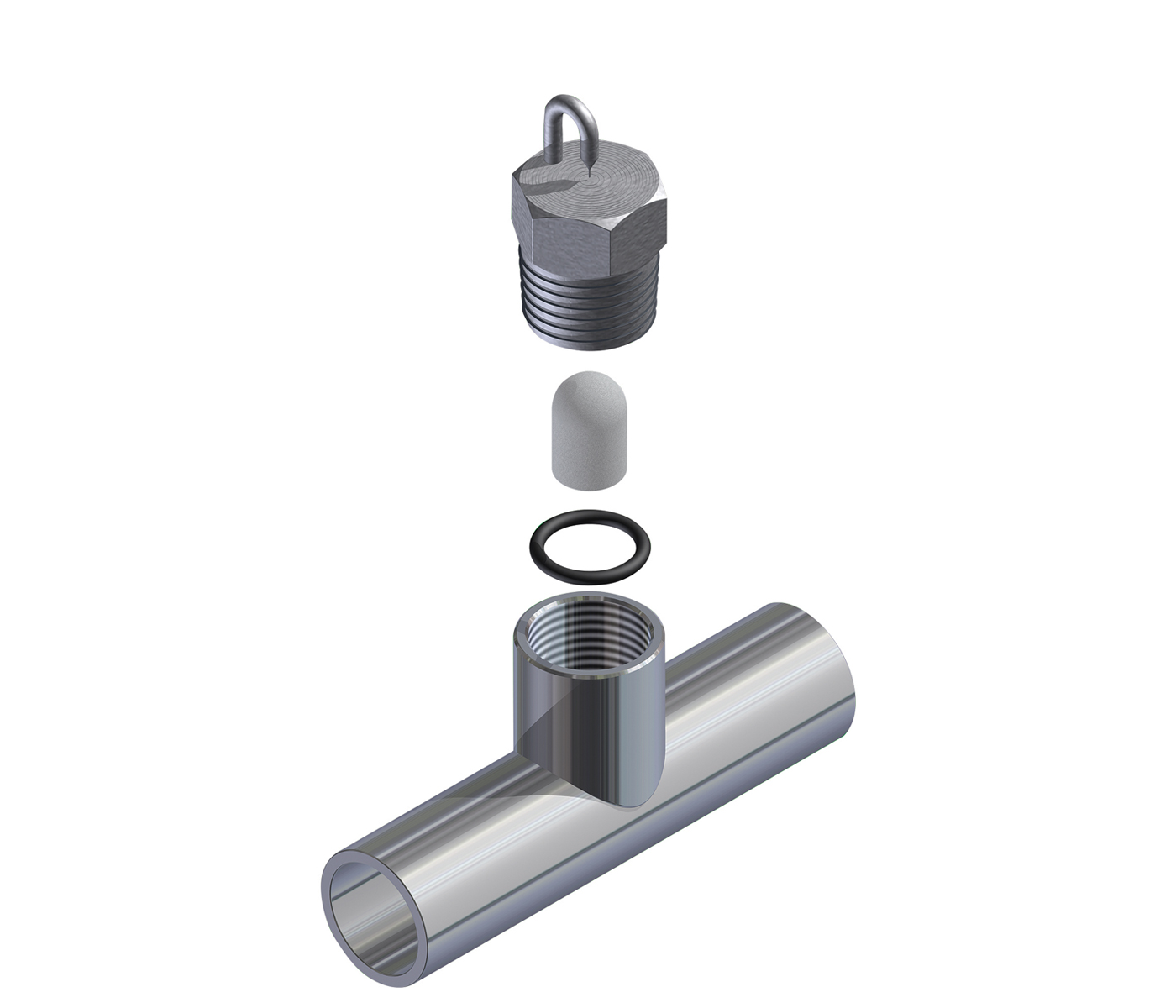
The MeeFog Swirl Jet nozzles are stainless steel with a .006” orifice and output 7 lbs. per hour of fog. Fog nozzles mounted on stainless steel tubing can be spaced one per 200 square feet or denser for areas with open bay doors or in need of higher humidity.
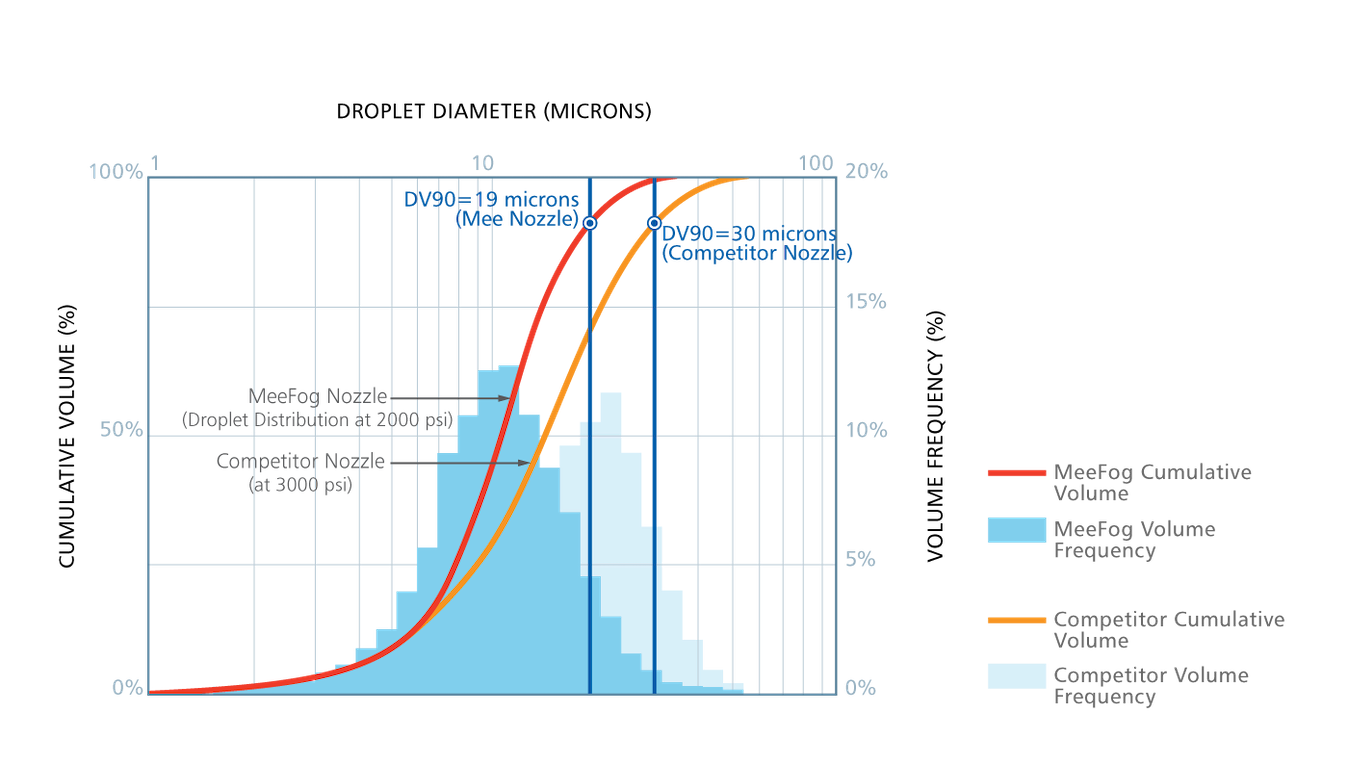 At an operating pressure of 1,000 psi, the average droplet size is roughly one-tenth the diameter of a single strand of human hair. These ultra-fine fog droplets evaporate almost instantly, providing fast, uniform humidity without wetting surfaces.
At an operating pressure of 1,000 psi, the average droplet size is roughly one-tenth the diameter of a single strand of human hair. These ultra-fine fog droplets evaporate almost instantly, providing fast, uniform humidity without wetting surfaces.
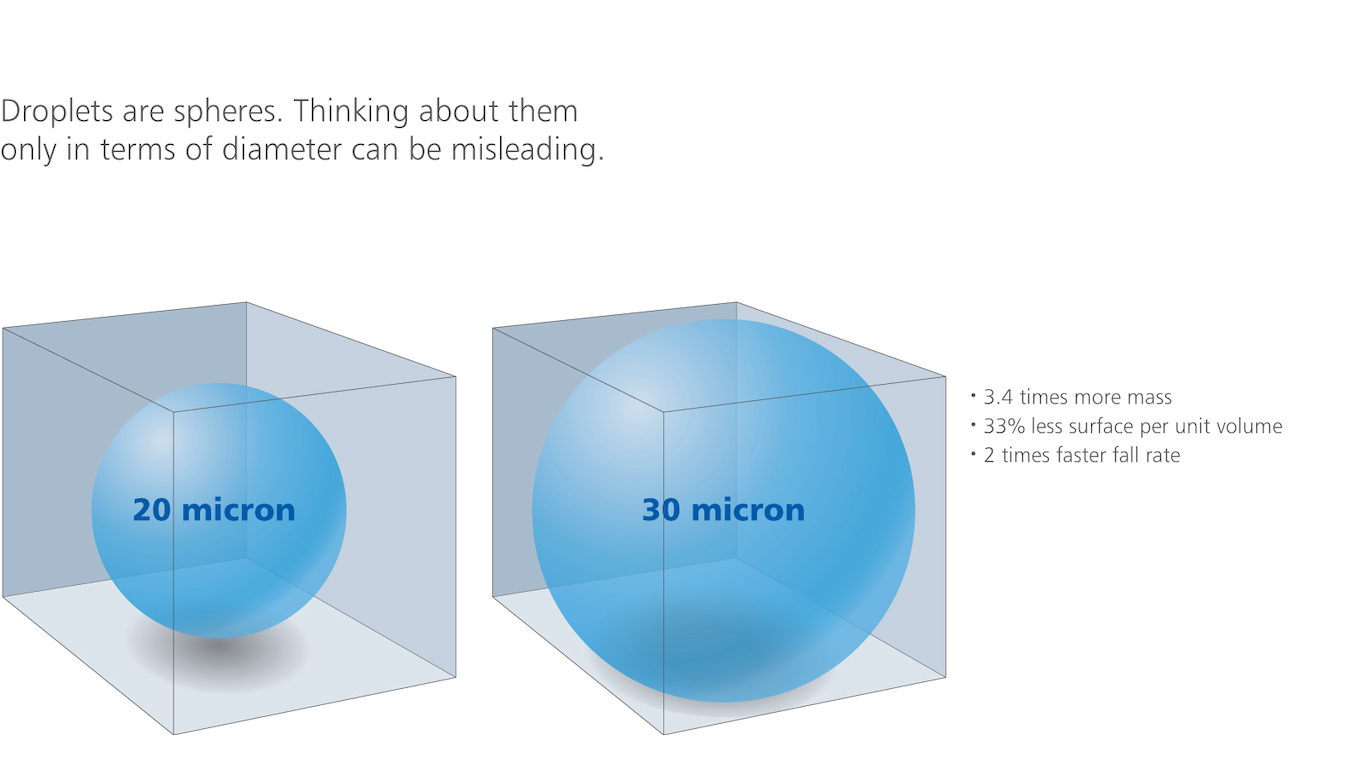 Smaller fog droplets have a larger surface-to-volume ratio than larger droplets, allowing them to evaporate faster and disperse humidity evenly. This rapid evaporation supports better air quality and reduces wet surfaces in sensitive environments.
Smaller fog droplets have a larger surface-to-volume ratio than larger droplets, allowing them to evaporate faster and disperse humidity evenly. This rapid evaporation supports better air quality and reduces wet surfaces in sensitive environments.
We will be happy to provide a detailed payback analysis for your industrial or commercial requirements, including:
Precise humidity control prevents product distortion, static buildup, and production delays. For example, in paper and packaging like Dixie Cups, maintaining a steady 45% relative humidity keeps forming, cutting, and assembly consistent. We provide reliable industrial humidification systems that help your production lines run smoothly while saving energy.
Our commercial humidification systems cost far less to operate than their electric steam or compressed air counterparts. A 1,000 lbs./hr system running 3,500 hours per year costs around $700, compared to $14,350 for compressed air or $128,800 for steam systems. That’s up to 180x less energy while delivering the same humidity output.
MeeFog systems use high-pressure pumps to produce ultra-fine fog droplets, consuming only a fraction of the energy of traditional steam humidifiers. The system also provides adiabatic cooling, reducing your facility’s cooling load and lowering energy bills, giving you precise humidity control and lower HVAC costs.
Dixie Consumer Products needed 45% RH to prevent cup distortion. MeeFog installed ceiling-mounted nozzle lines across four plant zones using a Model 2500 MFP rack. The result was consistent humidity distribution, improved product quality, and notable cost savings compared to steam or compressed air systems.
With operating costs as low as $700 per year, MeeFog systems can pay for themselves in 1–2 years, depending on plant size. Savings come from reduced energy use, lower maintenance, and decreased cooling demand. Long-term ROI is further boosted by fewer humidity-related defects and improved production quality.
MeeFog industrial humidification systems can be configured for factories, packaging plants, printing, textiles, electronics, and more. Modular pump racks, ceiling-mounted nozzles, and flexible layouts let you tailor each installation to your facility’s workflow, delivering even humidity coverage and maximum energy savings.

Dixie Cup gets Production Boost from MeeFog System
Dixie Consumer Products opened a new facility for paper cup manufacturing that required precise humidity control to meet production targets. Low relative humidity (RH) caused cups to distort during forming, affecting the secondary process that heats the poly material to create the insulated “foam” texture. If the cups were too dry, they wouldn’t form correctly.
To prevent distortion, RH was maintained at 45% using a MeeFog industrial humidification system. Ceiling-mounted fog nozzle lines were strategically placed for full coverage across the facility.

In 2016, Dixie Consumer Products launched a 6,300-square-foot manufacturing plant in Lexington, Kentucky, designed for high-volume production. Tight humidity control was critical to maintain board moisture and avoid cup distortion, particularly during colder, drier months.
Mee Industries supplied a high-pressure commercial humidification system with four plant zones, each brought online separately using the MeeFog Model 2500 MFP rack and high-pressure solenoids. This setup delivered consistent industrial humidification across the entire facility, supporting reliable production and product quality.